金属
了解激光标记如何影响不同的金属,以及哪种激光最适合金属标记应用。
继续阅读铝、不锈钢、铁、铜、硬质合金和镀金的例子。
主要标志类型
黑退火标记
散焦激光会在零件表面产生平滑的黑色痕迹。
以下材料退火效果好



推荐的激光标记机型号
三轴混合激光标记MD-X系列

白色腐蚀标记
激光照射目标,融化表面,创造许多小和高反射池。这些明亮的水池将呈现白色。
以下材料蚀刻良好
推荐的激光标记机型号
三轴混合激光标记MD-X系列
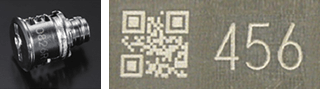
雕刻
激光照射在表面,腐蚀掉材料的多层。在材料上反复蚀刻会造成深深的雕刻。这种方法允许用户雕刻和标记没有颜色(类似于冲压)。激光雕刻提供了各种好处,比如即使在标记被涂掉之后仍然可以看到。
下面的材料雕刻得很好


推荐的激光标记机型号
三轴光纤激光标记MD-F系列

表面剥落
激光照射剥离表层,留下基材可见。
以下材料剥皮好
表面剥落将工作良好的任何油漆或涂层金属。

推荐的激光标记机型号
三轴混合激光标记MD-X系列
主要加工类型
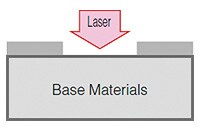
切割
激光照射一个固定的点,通常重复照射以熔化材料。激光可以很容易地熔化薄金属、织物和皮革。因为没有接触,它不会引起与被处理物品的反应。变形和开裂保持在最小。此外,由于可以非常详细地指定加工区域,因此可以在传统刀具无法适应的地方创建局部孔或切口。
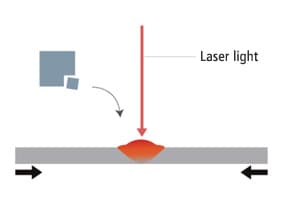
焊接
激光照射用于加热焊料,然后加入金属。与传统方法相比,该辐射高度允许极其精确的焊接。这种精度也降低了部件上的头部有效区域。
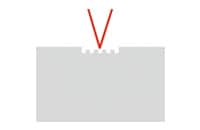
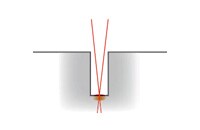
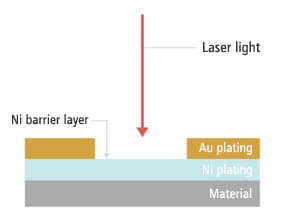
焊剂障碍
电子产品继续变得更小更薄。因此,连接器端子需要焊锡屏障(镍屏障)来阻止焊接膨胀。传统上,掩蔽被用于不需要电镀的位置。然而,去除口罩材料需要时间和精力。在这些情况下,使用激光去除表层是有效的。
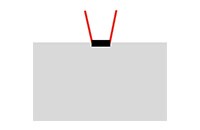
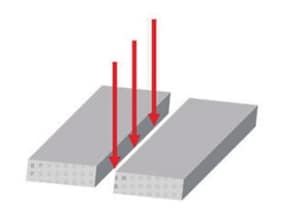
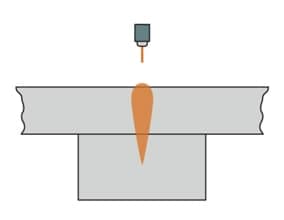
焊接
激光焊接照射在焦点上的两个目标,通过熔化和焊接金属将它们结合在一起。它是可能的辐照一个高密度的能量和完成的过程在高速度。材料因受热而产生的变形被控制在最小程度。在过去,变形很容易发生,但现在即使很薄的材料都可以焊接。
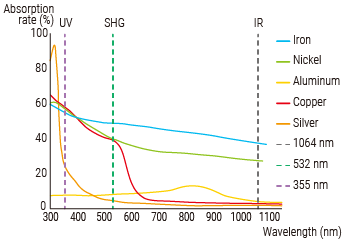
金属吸收率
这张图显示了在紫外光激光器(355 nm)和基频激光器(1064 nm)下金属材料的不同吸收速率。铁(Fe)、镍(Ni)和铝(Al)的吸收速率随波长的变化无明显变化。然而,金(Au)和铜(Cu)的吸收速率受波长变化的影响很大。金(Au)在波长为355 nm时的吸收率约为30%,而在基波为1064 nm时的吸收率不到10%。同样,当波长为355 nm时,铜(Cu)的吸收率为60%,而当基波波长为1064 nm时,这一吸收率不到10%。